NOT A PHYSICAL PRODUCT!
DOWNLOADABLE 3D PRINT FILE ONLY!
!!! PLEASE READ THE DESCRIPTION BELOW CAREFULLY !!!
Ages 15+! Not suitable for children! Small parts can be swallowed!
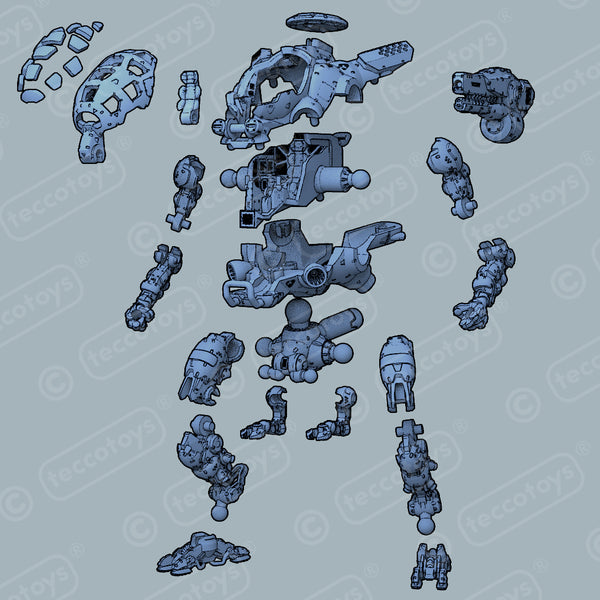
Pocket Mech 3D printable Action Figure including accessories and mini pilot figures.
PRE-SUPPORTED CHITUBOX V1.9.0 FILES INCLUDED!
download Chitubox V1.9.0 here:
https://www.chitubox.com/en/index
Images show color proposals.
The download files will be provided in *.rar compression file archives.
To unpack the file contents, either use WinRar (winrar.de) for windows, or The Unarchiver App (Apple App Store) for Mac OS. Both applications are free of charge.
1/87 scale printable parts, snap fit assembly, no glue required.
Figure height: approx. 2.75 inch / 7 cm
The parts come in pre-supported FORM files ( for Form2 and Form3 printers), pre-supported Chitubox files (SLA and DLP) and non pre-supported STL file format (for all other printers, FDM).
If you do not own or have immediate access to a printer, here's a list of online 3D printing services you can use:
https://all3dp.com/1/best-online-3d-printing-service-3d-print-services/
We highly recommend to choose SLA or DLP printers!
FDM prints usually do not show the very fine detail, unless you scale up the parts
For SLA/DLP printers, we highly recommend to use the Resione M58 or Resione TH72 resins.
Resione M58 ResioneTH72
For near perfect prints, use the following settings:
Bottom Layers: 5
Bottom Layer Exposure Time: 50 seconds
Standard Layer Exposure Time: 4.5 seconds
Leave all other settings as recommended by the manufacturer:
https://www.resione.com/pages/settings
For transparent glass parts, use Resione G217 transparent clear resin:
Resione G217
with a layer exposure time of 4 seconds.
After post UV curing, submerge the transparent parts in a cup of hot water for about 5 minutes to reduce the yellowing effect.
To receive full transparency and a clear and glossy glass effect, apply at least one layer of glossy clear coat with airbrush.
Wash the parts in IPA (70%-99%) for 20 minutes.
UV post cure the parts for 20 minutes.
Assemble the parts after curing, to avoid dusting/powdering of the resin surface!
If you prefer a tight fit and don't want to exchange parts after assembly, you can use a
5.0 seconds layer exposure time.
If you prefer less tight fit for ongoing parts exchange, you can use a 4.0 seconds layer exposure time.
The joint fits are quite tight in the beginning, so make sure to wiggle the parts together slowly and carefully to avoid breaking parts.
Should you still struggle to assemble the snap fit joints, place the parts in hot water for 30 seconds to soften them a bit, then assemble.
Some printed resin tends to shrink over time (the process can go on several weeks after print) until it has fully settled it's properties.
If the joints come loose, use small portions of modelling clay, like super sculpey to fill in the gaps.
Buy buying these files, you automatically agree to not share them and/or using them commercially in any way. This includes reselling/redistributing/sharing the files and/or the 3D printed or in any other way manufactured models based on these files.